
[昆明现货当天可立取]
[地州外地打包发物流]
[地州外地打包发物流]
咨询热线:150 8700 7976


手机:150 8700 7976PHONE
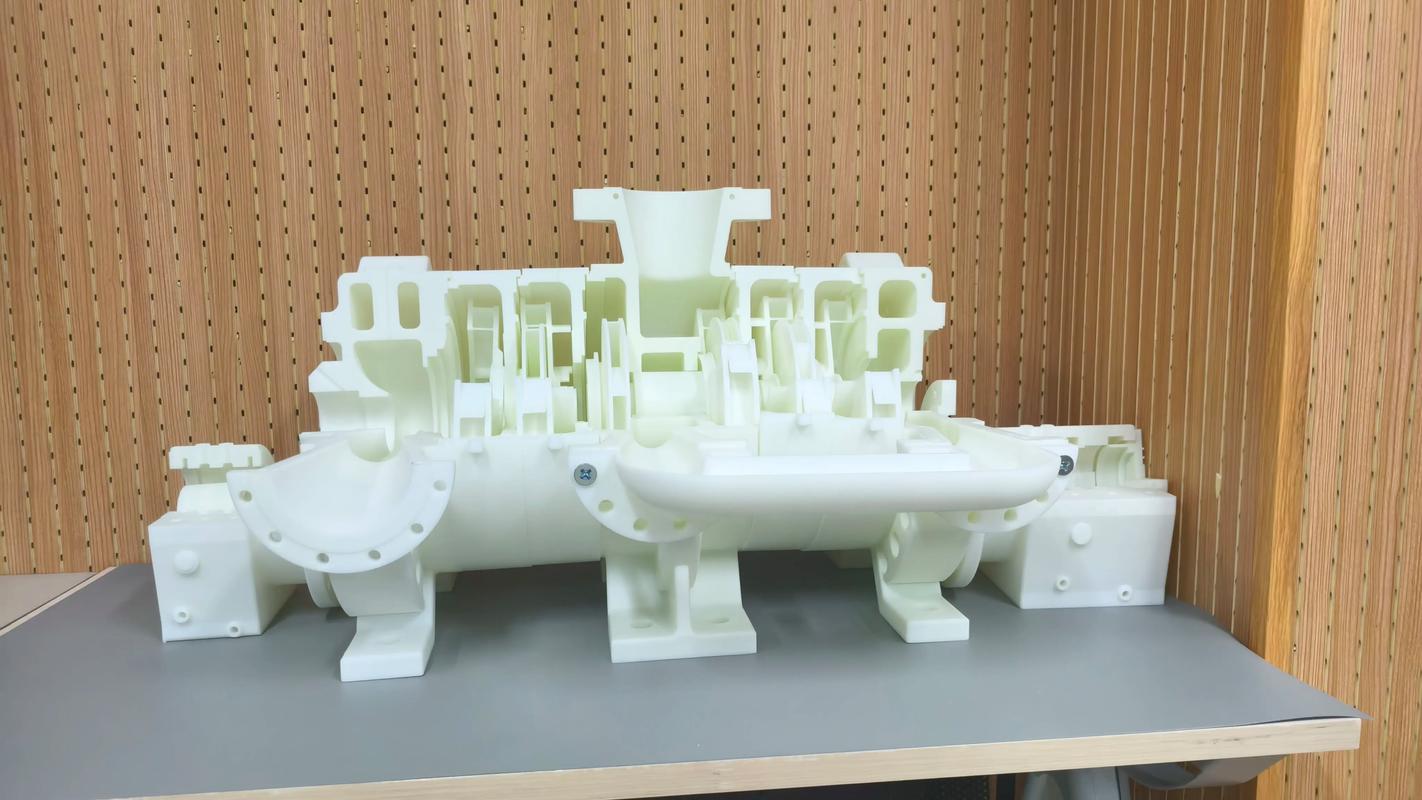
初拿到3D打印模型那会儿,好多人觉着即刻便能瞧见光滑且细腻的成品,然而却发觉其表面尽是层纹、支撑残留以及粗糙仿若砂纸般的质感。这成为后处理环节里最令人头疼之处,亦是决定最终品质的关键一步。

很多人觉得是机器不行,实际上真正的问题存在于那套被叫做“最后 1 厘米”的打磨工具清单之中。运用好这些工具,不但能够让模型重获生机,还能够大幅缩短产品从打印至交付的时长。依据十多年的工业级后处理经验,下述会分享一下从毛坯成为精品的整套完整打磨方法。

刚接触3D打印后处理才开始的朋友,没必要一开始就去买价格高昂的设备。最具实用性的是四种基础工具:有着不同目数的砂纸,用于精细修整的锉刀,美工专用的刀具,还有起到打磨作用的海绵。这四样物品合起来的花销不到五十块钱,然而却能够处理超过百分之八十的后处理方面的问题。
在砂纸的选择方面,建议分别购买几张240目的,几张400目的,几张800目的到几张1000目的。精修锉刀被用于处理支撑点以及大的毛刺,其下料速度比砂纸更快。美工刀担当切除残留支撑材料的职责,还有打磨海绵适宜处理曲面和不规则表面,可防止手指将压力聚焦于某一个点上。
倘若你对纯手工打磨所具有的低效率并不感到满足,那么可以思索引入小型手持电动磨机。这种工具每分钟的转速处于五千到两万转的范围之内,搭配不同的磨头以及砂纸圈,能够极大程度地减轻手部疲劳。然而,在进行操作的时候需要留意控制转速,要是太快就容易产生高温从而烧伤塑料表面。
那专门的抛光膏以及打磨液,是面向PLA跟光敏树脂材料在市面上所存在的,先运用粗砂纸把模型表面处理至平整状态,接着涂抹上抛光膏并搭配细棉布进行反复擦拭,原本暗沉的那个表面就能够渐渐呈现出镜面一般的光泽。要知道对于ABS材料而言,还能够采用丙酮熏蒸这样的方法,使得表面自动实现流平,这可是从工业品迈向艺术品相当关键的一步啊。
大量用户反馈称,自己明明耗费了诸多时间去打磨,结果呢,要么是细节被磨得平平的了,要么是边缘变得白白的了。究其实,这全然是因为对材料特性欠缺认知所致。 PLA材料相对硬实然而耐热性能不佳,故而打磨速度就得放慢;ABS材料韧性颇为强劲,能够采用化学方法予以处理;光敏树脂适宜进行精细水磨。
工业级打磨所讲究的是分级管理以及力度反馈,打磨并非单纯的力气活,而是关乎对表面张力的控制,从240目开始,接着到400目,再到800目,随后又到1000目,每一个步骤都得将上一目数所留下的划痕完全去除,要是跳目数过分大,像是直接从240目跳到800目,那么细砂纸根本就磨不掉粗砂纸所留下的深划痕,表面始终都会是花的。
去年,处理一个精密医疗器械外壳项目,期间客户所要求的表面粗糙度达到了 Ra0.8 级,此部件具备很多内部空腔,有着薄壁结构,传统砂纸打磨极易致使结构断裂现象发生,我们摒弃了单一工具的方法,转而采用电磨配合柔性磨头进行支撑点的局部处理措施。
紧随着,将零件放置进喷砂机之内施行全局粗化,喷砂时的压力把控在大约零点三兆帕,所运用的磨料便是二百目的白刚玉。而后,由经验丰富的师傅开展五级水磨,从四百目起始一直研磨至一千五百目,每一级都停留十分钟。最后成品不但通过了严苛无比的密封性测试,其表面平整度达至了注塑级别,在交付的时辰甚至比客户预先期望的时间提前了三天。

市面上经常被使用的打印材料是PLA,它具有较高的硬度然而熔点却很低,在打磨时建议加入水进行湿磨,这样做既能够降低温度又能够减少粉尘产生,要是打磨之后表面颜色呈现发白的情况,那么可以涂抹少量凡士林或者喷敷光油一层,颜色便能够恢复过来手工打磨工具大全,ABS材料具备良好的韧性,能够使用丙酮蒸汽处理大约十分钟这种方式,其材质表面会自行变得光亮。
硬度适中却较为脆弱的光敏树脂材料,适合采用沾水后使用一千目以上的细沙纸轻微磨制。不建议对尼龙和TPU等柔性材料使用砂纸进行打磨,改用刀片进行修整并以热风枪进行轻微烘烤,效果会更好。每种材料的化学特性与物理性能皆不有同,选择正确的方法可以节省大约一大半的时间。
如果零件数量众多需要处理,依赖手工打磨并不实际。震动研磨机是高效的替代办法,将若干零件与陶瓷磨料一同放入机器,震动一至两小时便能够完成批量去毛刺以及表面粗化。搭配核桃砂或者玉米芯磨料的时候,配合抛光机,能够处理出哑光或者半光亮的表面效果。
但需留意的是,这些装置惟独适宜对付形状相对简易的部件。碰到细节繁杂、内腔较多抑或有精密配合面的模型手工打磨工具大全,依旧得人工予以精修。要是你谋求极致成效又不愿亲自操作,寻觅一家具备全工序后处理能力的厂家去代工,乃是性价比最高的抉择。
去问一下大家一个问题,你于打磨3D打印模型期间遇到过啥让人头疼的状况,是运用什么工具以及方法给解决掉的,欢迎于评论区那儿分享你的经验,并且也千万不要忘记点赞以及转发给更多从事3D打印的朋友去观赏。
相关内容: